An aerospace manufacturer was experiencing critical build failures due to internal porosity in metal additive manufactured components. These defects were only discovered after printing, via CT scanning, destructive testing, or mechanical qualification, resulting in high scrap rates and significant waste in both post-processing and inspection.
To reduce cost and time, the customer needed a way to detect anomalies during the build and determine which types of anomalies were most likely to lead to porosity.
Initially, the team evaluated image-based monitoring techniques, but quickly ran into key limitations:
- High false positive and false negative rates hindered the development of reliable acceptance criteria.
- Image analysis could detect visual disturbances but couldn’t quantify anomaly severity.
What they needed was a solution that could deliver quantitative, real-time data capable of being directly correlated to post-build defects.
The Solution
To solve this challenge, the customer selected Fringe Inspection™ by Phase3D, an in-situ inspection product designed to capture high-resolution, layer-by-layer surface heightmaps during powder bed fusion builds.
Unlike traditional image analysis, Fringe Inspection™ delivers precise, micron-level data about surface irregularities as the build progresses. The system was installed and fully operational on the customer’s machine in under 24 hours.
To validate performance, the customer conducted a set of challenge builds aimed at answering a core question: Can in-situ surface anomalies predict internal porosity?
Each build included a mechanical anomaly generator that induced both recoater streaks and recoater hops, strategically positioned so that induced anomalies would pass through test parts downstream on the build plate.

Figure 1: Anomaly generator part used to create recoater streaks & recoater hops.

Figure 2: Challenge build layout featuring one anomaly generator part and four downstream test samples.
The process was structured as follows:
- Fringe Inspection™ captured and categorized powder bed anomalies in real time based on shape and size.
- After printing, parts were CT scanned to identify porosity.
- Build anomalies and CT-detected porosity were matched in X, Y, and Z coordinates using the top surface of each part as the reference origin.
Key Findings
The outcome was both clear and actionable. In Ti-6-4 builds, 100% of anomalies measuring 50µm or greater were directly correlated with porosity observed in CT scans. This finding enabled the team to define a quantitative process threshold, any anomaly ≥ 50µm became a trigger for intervention.

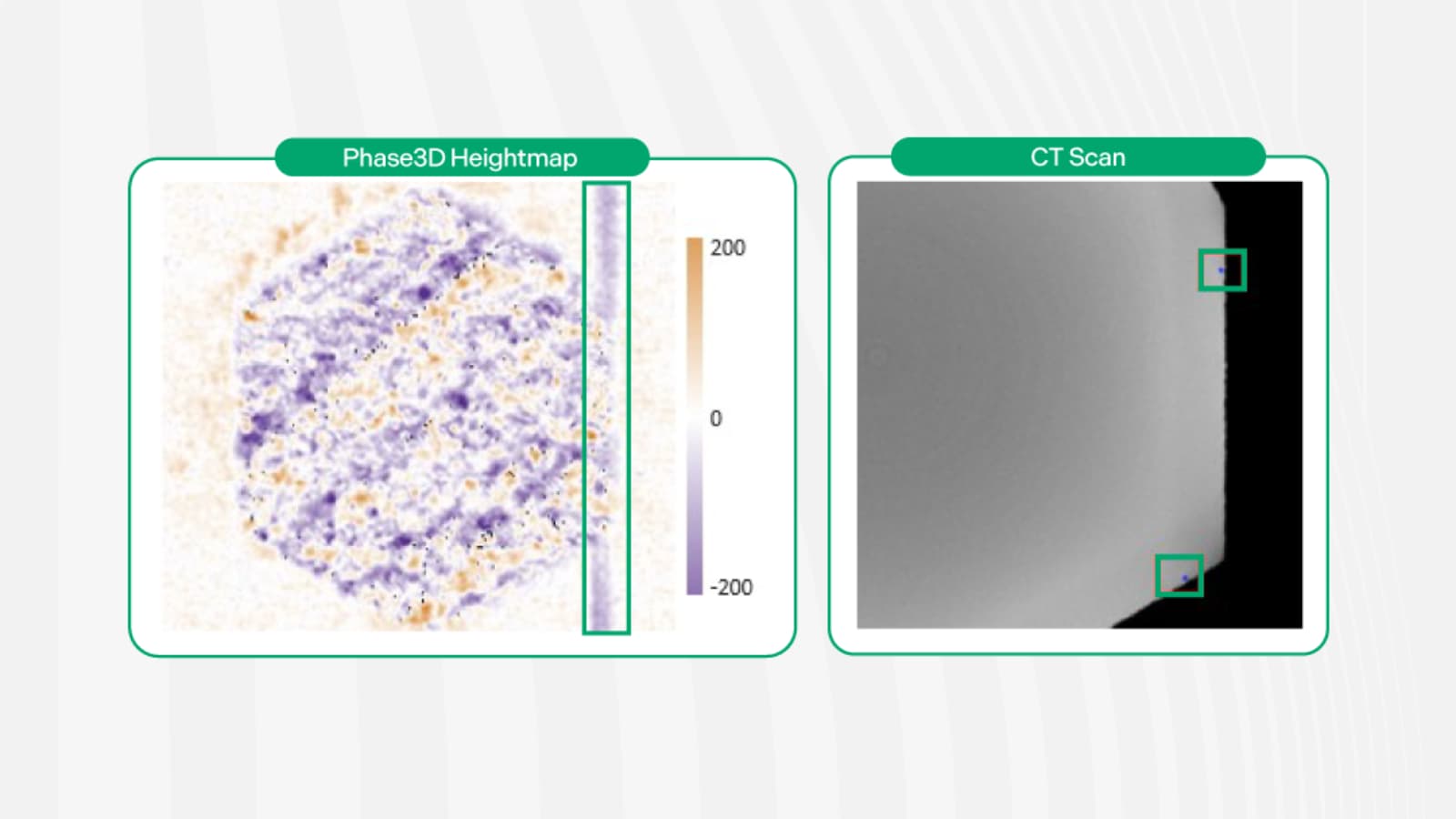
Figure 3: Fringe Inspection (TM) heightmap output (left) compared with a CT scan at the same layer index (right). The Fringe Inspection (TM) heightmap reveals a sub-50 micron streak through the component, resulting in detected porosity.
As a result, the manufacturer implemented a new print-floor protocol:
If an in-process anomaly exceeded the 50µm threshold, the build could be paused or failed immediately, long before expensive post-processing and inspection began.
The cost impact was significant. In a typical 100-part production run:
- Printing cost: $6,000
- Post-processing cost: $10,000
- Post-inspection cost: $5,000
- 5% failure rate
With Fringe Inspection™:
- 3% of failures were caught early, avoiding downstream costs
- $45,000 saved in wasted post-processing and inspection
- Additional savings from halting builds earlier, reducing overall cost of quality
Beyond cost savings, the system provided greater visibility and traceability. The team could now connect porosity defects to specific build events, driving better root cause analysis and more informed process improvement.
The success of the correlation study led to broader deployment. The customer expanded Fringe Inspection™ across multiple AM machines, including large-format systems where CT scanning is not feasible. They also developed internal specs for maximum allowable anomalies per cubic centimeter, enabling consistent quality control across machines and materials.
Conclusion
Fringe Inspection™ empowered this aerospace manufacturer to transition from reactive inspection to proactive process control. By linking in-situ anomalies to post-build porosity, they reduced cost, improved throughput, and strengthened confidence in every part produced.

Share: