Metal additive manufacturing is transforming how we design and build complex, high-performance parts across industries, including aerospace, medical devices, oil and gas, energy, and so many more. With innovation comes a major challenge: ensuring consistent part quality during a relatively stable build process.
At Phase3D, we’re addressing that challenge of real time qualification and part quality assurance head-on with Fringe Inspection, a patented, real-time in-situ inspection system designed for Powder Bed Fusion (PBF) and Binder Jetting (BJT) processes. In this article, we’ll provide an overview of PBF and BJT, explore how our technology enhances reliability, reduces costs, and enables scalable quality assurance for metal additive manufacturing.
What Is Metal Additive Manufacturing?
Metal additive manufacturing uses digital models, designed with computer aided design (CAD), to build parts layer by layer using metal powder. At the baseline, metal additive manufacturing is a simple process, yet similar to any other manufacturing process, the details and consistency of the process make them the most complicated. Within metal additive manufacturing, there are three main processes: 1) PBF, 2) BJT, and 3) directed energy deposition. For this article, we will focus on the first two technologies.
Powder Bed Fusion
The PBF metal additive manufacturing process uses a focused energy source, either laser or electron beam, to selectively melt regions of powder that are spread at micron-level accuracy. This process is repeated with new layers of powder until the part is complete. PBF is known for producing dense, high-performance parts with intricate internal features, making it suitable for demanding applications in aerospace, medical, and tooling industries. However, this process is highly complex, requiring precise control of laser parameters, powder flow, scan strategies, powder consistency, gas flow, and other variables. Thermal gradients within the build chamber, rapid solidification, and various build anomalies or design problems can introduce residual stress, warping, or internal defects in the part. Metal PBF requires extensive post-processing (e.g., heat treatment, support removal, surface finishing), which adds to the operational burden and cost for every part.
PBF is known for producing dense, high-performance parts with intricate internal features, making it suitable for demanding applications in aerospace, medical, and tooling industries. However, this process is highly complex, requiring precise control of laser parameters, powder flow, scan strategies, powder consistency, gas flow, and other variables. Thermal gradients within the build chamber, rapid solidification, and various build anomalies or design problems can introduce residual stress, warping, or internal defects in the part. Metal PBF requires extensive post-processing (e.g., heat treatment, support removal, surface finishing), which adds to the operational burden and cost for every part.
The inherent opportunities of the metal PBF process also create challenges with qualifying the process as every layer is different. Later in this article, we’ll explore why Fringe Inspection is essential for PBF and how it unlocks new applications and opportunities by enabling inspection of parts that were previously impossible to validate.
Binder Jetting
The BJT metal additive manufacturing process creates parts by selectively depositing a liquid binding agent onto a thin layer of metal powder, forming a fragile “green” part layer by layer. After printing, the part is cured to solidify the binder and then sintered in a furnace to achieve final part material properties.

BJT is known for its high-speed, support-free printing and scalability for batch production. However, despite early excitement, adoption has slowed in recent years due to persistent process challenges. Achieving consistent quality requires precise control over powder bed uniformity, binder saturation, droplet size, jetting accuracy, and green part handling. Even small deviations in the process can result in dimensional inaccuracies, delamination, or poor densification. Sintering introduces further challenges, including careful management of shrinkage, distortion, and porosity, all of which are influenced by variables like the green part density, powder chemistry, particle size distribution, and furnace atmosphere.
While BJT offers scalability and cost advantages, it requires rigorous process development and quality control to ensure consistent, high-quality parts at the scale it must reach.
Both PBF and BJT are enabling the production of impressive parts today, but each presents unique challenges when it comes to certifying components for critical applications.
Why Quality Control Is a Persistent Challenge in Metal Additive Manufacturing
In traditional workflows, quality control, often referred to as post-inspection, in metal additive manufacturing takes place after printing and involves CT scans, destructive testing, visual inspections, and more. These methods are time-consuming, costly, and often impractical, especially as the technology scales to larger parts, where internal geometries and defects make techniques like CT scanning either impossible or economically unfeasible.
More importantly, post-inspection fails to catch the defects as they occur, resulting in wasted material, time, and resources. Parts often undergo extensive post-processing (support and powder removal, heat treatment, finishing, etc.) before the part is deemed defective and scrapped.
Some in-situ systems attempt to close this gap using inexpensive, camera-based optical systems paired with artificial intelligence (AI) models to guarantee repeatable, objective results. While these techniques can be are viable for macro-level build failures or basic root cause analysis, subjective, image-based inspection will never meet the standards required for critical-use applications. After all, no engineer would use an iPhone to measure the length of a countertop they’re replacing, they’d reach for a calibrated ruler, at the very least. Quality control remains one of the biggest barriers in metal additive manufacturing. It’s time the industry stops overpromising that cameras and AI alone can solve problems they simply weren’t built to solve.
A recent study published in ScienceDirect further highlights the limitations of current in-situ monitoring techniques and the need for more reliable, quantitative tools for defect detection.
Introducing Phase3D’s Fringe Inspection
Fringe Inspection offers a transformative solution for real-time, in-situ inspection in metal additive manufacturing. Developed and manufactured by Phase3D, it delivers repeatable, quantitative, and calibrated data for every build layer, unlocking new levels of quality control and process consistency metrics.

Key Features:
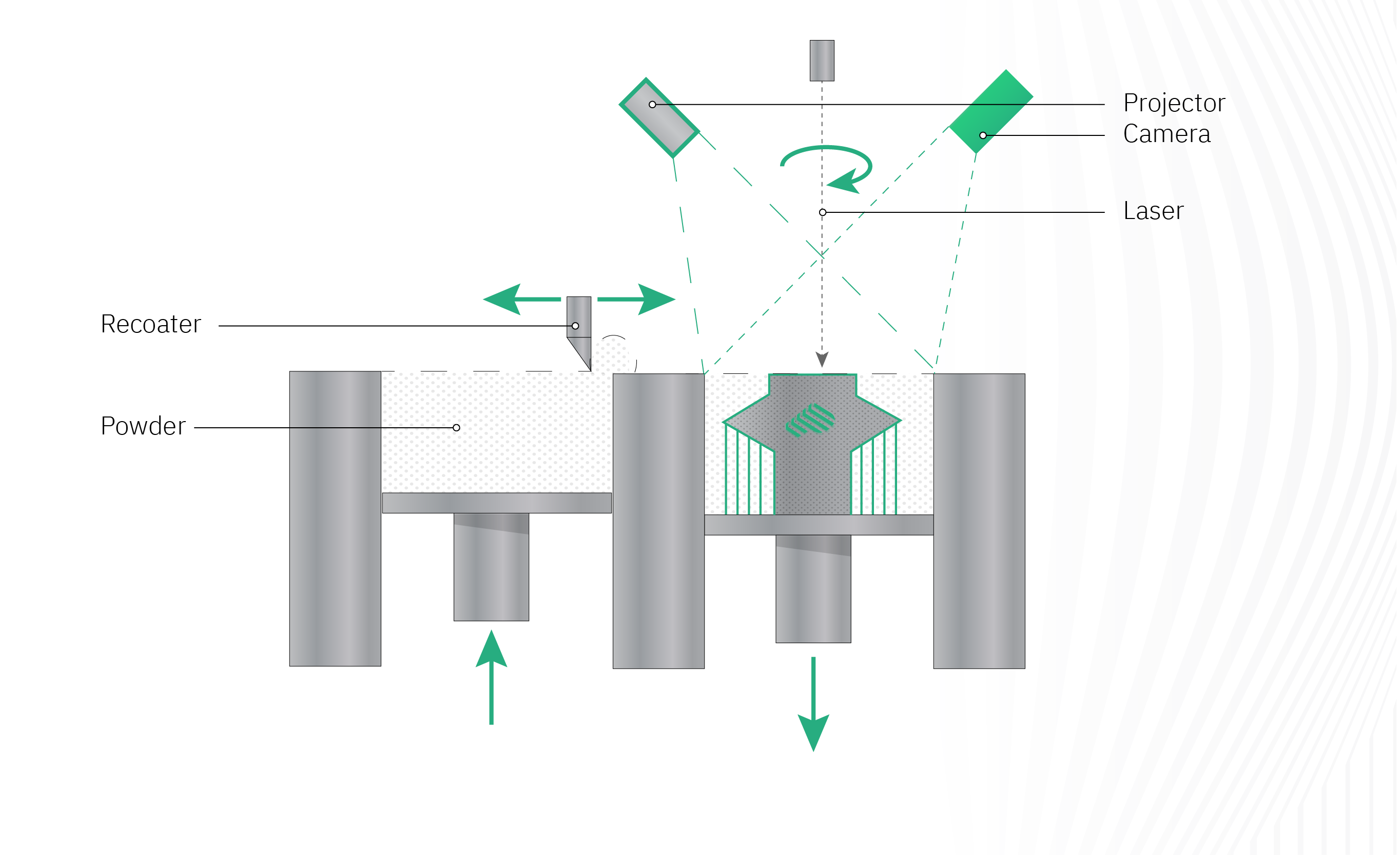
- Fast Data Capture: Fringe Inspection uses Digital Fringe Projection (DFP), where a known sinusoidal pattern is projected onto the build surface. Any distortion in the pattern, caused by an anomaly (spatter, streaks, short feed, etc.), is quantified by DFP and output in a heightmap using Fringe Inspection.
- High-Resolution Heightmaps: Every measurement by Fringe Inspection generates a 3D heightmap with millions of data points, revealing micron-level anomalies in X, Y, and Z. Since the measurements are unit based, large amounts of data can be condensed or deleted if they are within process bounds.
- Software Suite:
- Fringe Operator™ for real-time monitoring, visualization, and analysis
- Fringe Qualification™ for build validation, certification, and machine fleet tracking
- Together, Fringe Inspection’s software suite enables data-driven decision-making at every step of the manufacturing process
- Broad Compatibility: Fringe Inspection seamlessly integrates with leading PBF and BJT systems, including machines from EOS, Renishaw, DMG MORI, Desktop Metal, ExOne, Colibrium Additive (previously Concept Laser), and most other metal additive manufacturing machines.
How Fringe Inspection Enhances PBF & BJT Workflows
For PBF, Fringe Inspection captures measurements before and after laser melting and after the build elevator repositions, detecting anomalies like:
- Uneven powder spreading and short feeds,
- Recoater streaks and hops,
- Spatter accumulation,
- Part protrusions, and
- Melted anomalies in XY
For BJT, the Fringe Inspection measures the surface before and after binder is deposited and after the build elevator repositions, identifying anomalies such as:
- Powder packing,
- Binder spreading in XY, and
- Recoater streaks
In both processes, engineers can take immediate corrective actions using Fringe Inspection, reducing failures, increasing yield, and enabling scalable additive manufacturing production.
Real-World Case Studies: Results That Matter
Aerospace & Defense:
Organizations like NASA and the U.S. Air Force use Fringe Inspection to correlate in-situ anomalies with final part porosity. This allows them to catch defects before post-processing, saving hundreds of thousands of dollars per year.
Medical Devices:
Manufacturers in the medical sector leverage Fringe Inspection for traceable, high-precision quality control required for critical implants and instruments.
Industrial Manufacturing:
High-volume production teams use the system to reduce scrap rates, optimize build parameters, and ensure consistent part quality across identical builds.
Why This Matters: Quantifiable Impact
In a recent customer case study, a serial metal additive manufacturing producer discovered hidden inconsistencies between builds – even using the same machine, geometry, and print settings.
After implementing Fringe Inspection:
- They reduced failure rates by identifying anomalies during the build
- Saved $30,000 in a single 100-part production run
- Established a “golden build” baseline for future comparison
The Future of Metal Additive Manufacturing is Proactive, Not Reactive
Metal additive manufacturing offers unprecedented possibilities, but to fully realize its potential, we must move from post-process detection to in-process prevention.
Phase3D’s Fringe Inspection provides the real-time visibility, traceability, and trust manufacturers need to scale additive manufacturing with confidence.
Learn More
Want to see how Fringe Inspection™ can work with your metal additive manufacturing systems?
Contact the Phase3D team at sales@phase-3d.com.

Share: